 Новинки
Новинки Хиты
Хиты Рекомендуемые товары
Рекомендуемые товарыДва цеха покупают схожие по паспорту лазерные станки, но через год один увеличивает выпуск деталей, а второй считает убытки от простоев и неудачных ремонтов — разница почти всегда в подходе поставщика.
Если вы стоите на этапе выбора и думаете, как не ошибиться с поставщиком лазерного станка, этот материал даст вам инженерный чек‑лист вместо рекламных обещаний.
Типичные проблемы цехов при выборе поставщика лазерного станка
Главная ошибка – выбирать по минимальному ценнику, и не вдаваться в подробности стоимости владения и качества сервиса.
Основные проблемы инженеров и руководителей в металлообработке
-
Поставщик – просто «перевалочная база»
Станок приходит напрямую из контейнера, без предпродажной подготовки, без тестов, без настроек под ваш металл.
-
Нет сервисной службы в вашем регионе
Любая мелкая неисправность превращается в простой на недели — инженеров нет, запчасти «в пути из Китая».
-
Обещали одну комплектацию – приехала другая
Аналоги по источнику, режущей голове, чиллеру вместо оговоренных брендов; экономия поставщика – ваши потери по ресурсу и качеству реза.
-
Отсутствие обучения персонала
Станок поставили, инструкцию дали, а дальше оператор сам «на ощупь» ищет режимы; результат – брак, лишний расход газа и простои.
Последствия этих ошибок понятны каждому главному инженеру: сорванные сроки, конфликт с отделом продаж и заказчиками, перерасход металла, переработки смены и снижение маржинальности контрактов.
Чтобы этого избежать, важно смотреть не только на станок, но и на систему вокруг него – производителя, сервис, склад, опыт внедрений.
Как понять, что поставщик лазерного станка надежен

Поставщик лазерного оборудования – это не разовая сделка, а партнер как минимум на 7–10 лет ресурса станка.
Критерии надежного поставщика
-
Реальное производство и инженерная экспертиза
У компании должен быть конструкторский отдел, своя документация, технологи, а не просто офис продаж.
-
Наличие демо‑зала и станков в наличии
Возможность привезти свой металл (S235, 09Г2С, нержавейка, алюминий) и сделать тестовый рез на реальном оборудовании.
-
Собственный штат сервисных инженеров
Не «подрядчики по звонку», а инженеры в штате, с опытом пусконаладки и ремонтов именно лазерных комплексов.
-
Предпродажная подготовка каждого станка
Чек‑лист проверки: комплектация, геометрия, ускорения, стабильность реза на ваших толщинах и газах на стороне поставщика.
-
Склад запчастей и расходников
Линзы, сопла, датчики, платы, модули источника, чиллеры должны быть в наличии, а не «под заказ через 4–6 недель».
-
Прозрачная история компании
Срок работы на рынке, обороты, отсутствие системных судебных споров – всё это легко проверяется по открытым базам и отзывам.
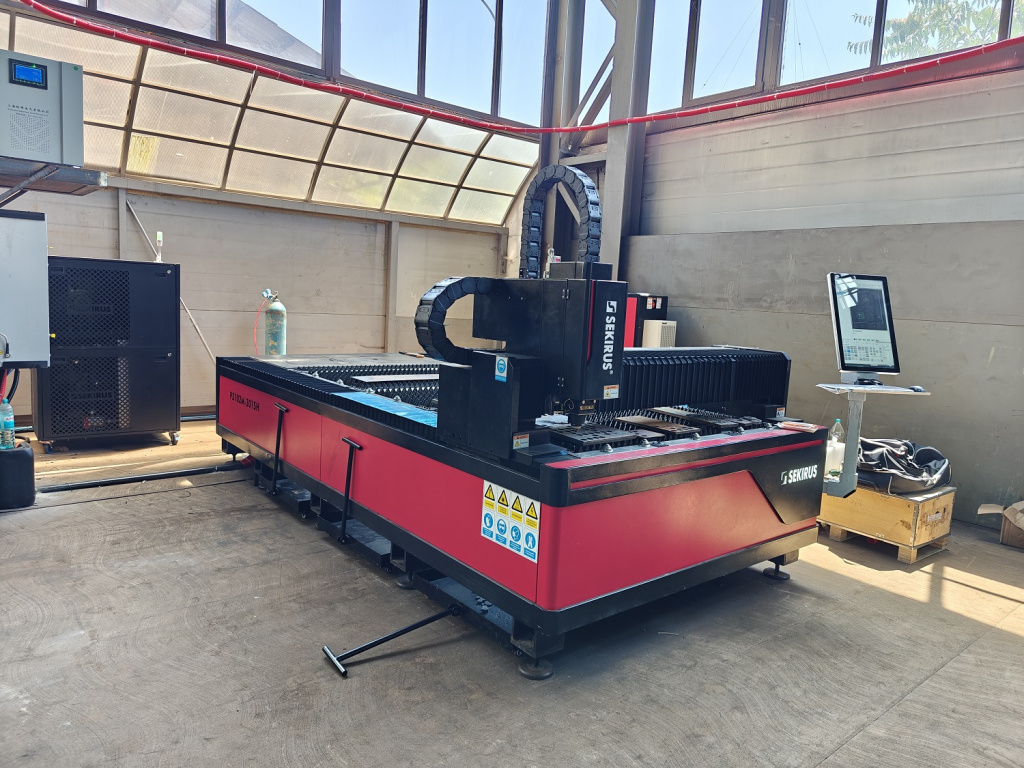
Как выглядит надежный российский производитель на примере SEKIRUS

-
Более 20 лет в отрасли металлообработки, собственная инженерная команда и производство в России.
-
Выпущено и обслуживается сотни единиц лазерного оборудования в разных отраслях – от малого бизнеса до крупных заводов.
-
Полноценный сервис и склад оборудования SEKIRUS и запчастей в РФ, что критично для непрерывного производства.
Как лазерные комплексы SEKIRUS закрывают реальные задачи металлообработки
Перед тем как выбирать модель и мощность, мы всегда начинаем с анализа задач производства.
Базовые вопросы, которые мы задаем на пресейле
-
Какие материалы режете: конструкционная сталь (S235, 09Г2С), нержавеющая сталь, алюминий, латунь.
-
Реальный диапазон толщин (например, черная сталь 3–10 мм, нержавейка 2–6 мм).
-
Средний и пиковый объём производства, требуемая скорость резки.
-
Нужна ли работа в 2–3 смены, планируете ли рост объёмов в ближайшие 3–5 лет.
На основе этого подбирается связка: мощность источника + рабочее поле + автоматизация + система охлаждения и очистки.
Пример логики подбора:
-
Для цеха с основными толщинами до 6–8 мм по черной стали и до 4–6 мм по нержавейке обычно хватает 2–4 кВт при рабочем поле 3000×1500 мм.
-
Для тяжелой металлообработки с регулярной резкой 12–20 мм и более используется 6–12+ кВт, что позволяет держать скорость 15–20 м/мин без потери качества.
-
Для контрактной резки и крупноформатного листа важно поле 4000×2000 или 6000×2000 мм с автоматической сменой столов и системами загрузки/выгрузки.
В типовой поставке SEKIRUS вы получаете полную комплектацию станка: оптоволоконный источник, режущая голова, чиллер собственного производства, систему отвода дыма и обучение персонала с подбором режимов под ваши материалы.
Реальные кейсы по типовым сценариям
Сценарий 1. Малый цех, переход с плазмы на волоконный лазер
-
Стартовые данные: черная сталь 3–10 мм, партии 20–200 деталей, 1 смена.
-
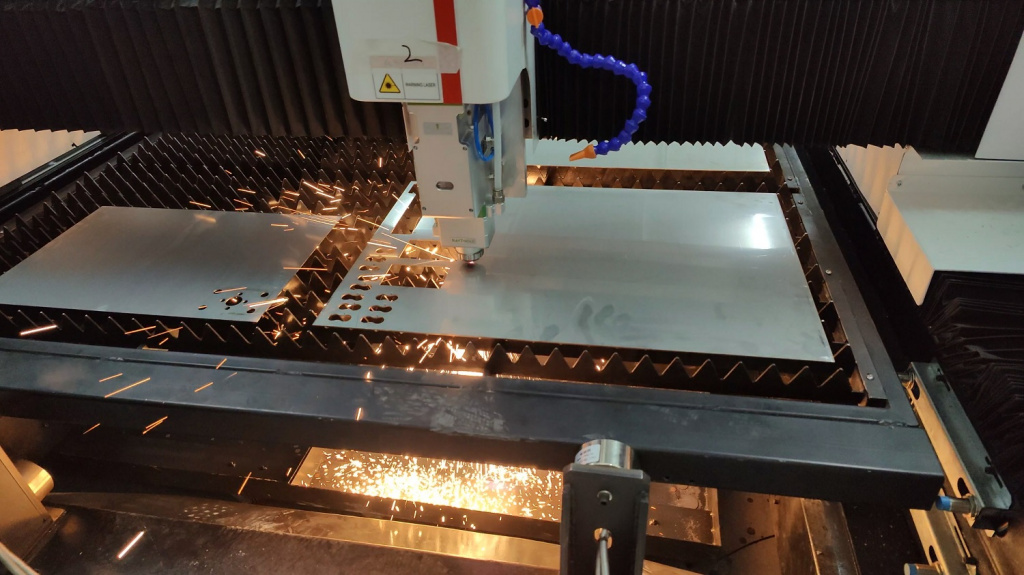
Проблемы: сильный грат, большой припуск под мехобработку, низкая точность пазов и отверстий, высокая себестоимость из‑за доработки.
-
Решение: волоконный станок 3 кВт, поле 3000×1500 мм, азот/кислород, чиллер SEKIRUS.
-
Результат: увеличение скорости резки до 2–3 раз, сокращение механической доработки на 50–70%, окупаемость инвестиций в 1,5–3 года.
Сценарий 2. Завод меняет импортный станок на российский
-
Стартовые данные: старый станок с ограниченным сервисом, дорогостоящий импортный источник, сложная логистика запчастей.
-
Решение: переход на российский комплекс SEKIRUS с локальным сервисом и складом запчастей, адаптация под существующую логистику листового металла.
-
Результат: снижение времени простоев за счет наличия инженеров и запчастей в РФ, предсказуемый сервис и прозрачная стоимость владения.
Сценарий 3. Контрактный резчик расширяет мощности

-
Стартовые данные: стабильная загрузка, узкое место – недостаточная скорость резки толстых листов (20+ мм), постоянные сверхурочные.
-
Решение: установка высокомощного комплекса 20–30 кВт, оптимизация раскроя, настройка режимов под толстый металл.
-
Результат: рост пропускной способности участка, возможность брать заказы с высокой толщиной и маржинальностью, снижение доли брака.
Такие кейсы показывают, что важен не только сам станок, но и поставщик, который может довести проект от задачи до стабильного производства.
Ключевые технические характеристики лазерного станка, которые важно обсудить с поставщиком
Мощность лазера и диапазон толщин
-
До 2 кВт – тонкий металл, прототипы, перфорации, небольшие объемы.
-
2–6 кВт – основная зона промышленных задач: черная сталь до 12–20 мм, нержавейка до 8–12 мм.
-
10–20+ кВт – тяжелая резка, толстый лист, высокая скорость и минимальный грат на больших толщинах.
Оптимально, когда станок работает на 70–80% от максимальной мощности в рабочем режиме – это баланс ресурса источника и производительности.
Рабочее поле и кинематика
-
Стандарт: 3000×1500 мм для листа 3×1,5 м.
-
Расширенные поля: 4000×2000, 6000×2000 мм и более – для крупных деталей и длинных раскроев.
-
Важен свободный доступ к столу раскроя с разных сторон для удобства загрузки и обслуживания.
Попросите поставщика показать реальные скорости ускорений и торможений по осям, а не только «паспортные» цифры.
Комплектующие и охлаждение


-
Лазерный источник и режущая голова – критические узлы, от них зависит стабильность реза и ресурс.
-
Серводвигатели, направляющие, ЧПУ – определяют точность, повторяемость и динамику.
-
Чиллер – должен быть рассчитан на мощность источника и условия эксплуатации, лучше, когда он от того же производителя, что и станок.
SEKIRUS производит собственные промышленные чиллеры для волоконных лазеров в Санкт-Петербурге, обеспечивая правильный тепловой режим и простое сервисное обслуживание в РФ.
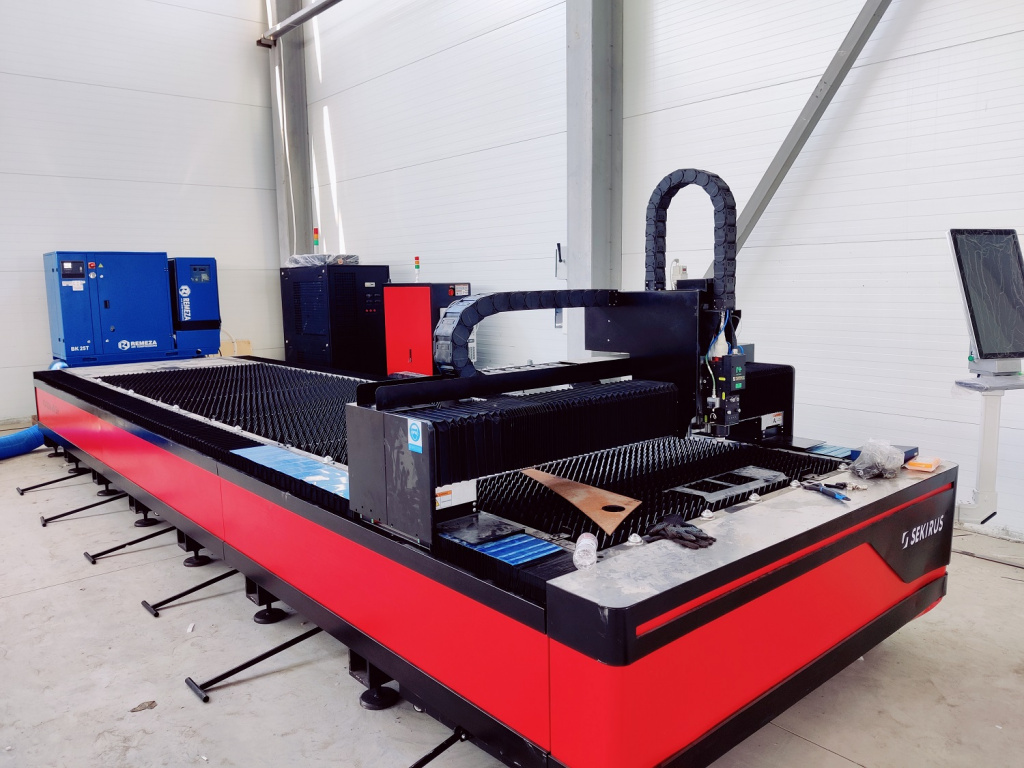
Автоматизация и периферия
-
Сменные столы – сокращают простой на перезагрузку листа.
-
Автоматические системы загрузки/выгрузки – критичны при большом объеме серийных деталей.
-
Системы аспирации, фильтрации и дымоудаления обеспечивают нормальные условия труда и стабильную оптику.
Как выбрать поставщика и станок: чек‑лист главного инженера
Ниже — практический чек‑лист, который мы обычно используем при аудите и выборе оборудования.
Шаги выбора
-
Опишите задачу производства – материалы, толщины, объем, сменность.
-
Сформируйте ТЗ на станок: мощность, поле, требования к точности, автоматизации.
-
Отберите 3–5 поставщиков по публичной информации и портфолио проектов.
-
Проверьте юридическую и финансовую устойчивость компаний по открытым базам и отзывам.
-
Посетите демо‑зал, сделайте тестовый рез на своих чертежах и материалах.
-
Сравните технические решения: источник, голова, чиллеры, комплектующие, инженерные подходы.
-
Оцените сервис: штат инженеров, сроки выезда, наличие склада запчастей.
-
Запросите расчет окупаемости и полной стоимости владения на 3–5 лет.
Итоги: на что смотреть в первую очередь и что делать дальше

Если коротко, при выборе поставщика лазерного станка смотрите не только на цену и логотип на источнике, а на компетенции, сервис и готовность отвечать за результат на вашем производстве.
Три ключевых критерия, которые мы рекомендуем фиксировать в ТЗ:
-
Наличие опыта внедрений в вашей отрасли и возможности сделать тестовый рез на ваших деталях.
-
Полноценный сервис в РФ с реальным складом запчастей и чиллеров.
-
Прозрачный расчет полной стоимости владения и окупаемости на горизонте 3–5 лет.
В SEKIRUS мы протестировали десятки конфигураций лазерных станков под задачи российских производств и понимаем, что для главного инженера важна не только мощность «на шильдике», а стабильный выпуск годного изделия в срок.
Если вы хотите получить конкретный подбор под свои толщины, объемы и бюджет — запросите тестовый рез и консультацию инженера SEKIRUS.
📞 Звоните сейчас: 8-800-600-11-16
👉 SEKIRUS — профессиональные технологии для вашего успеха!
📞 8-800-600-11-16 (звонок бесплатный)
📧 Email: info@lasergu.ru
💬 Соц. сети:


 Видео
Видео





